Чем почистить в домашних условиях мельхиор: Как и чем почистить мельхиор от черноты в домашних условиях
Чистка мельхиора в домашних условиях
- Причины окисления мельхиора
- Чем чистить мельхиор в домашних условиях?
- Как чистить мельхиоровые столовые приборы?
- Как почистить монеты из мельхиора?
- Как почистить мельхиоровые украшения?
- Видеоматериал
В наше время серебряные предметы и украшения успешно заменяют мельхиоровыми – эта нержавеющая сталь так похожа на благородный металл, что даже чернеет и окисляется так же. Чистка мельхиора в домашних условиях — это простая задача, выполнять которую надо по возможности регулярно. Для этого достаточно знать некоторые особенности материала и ознакомиться с представленными нами средствами и способами чистки.
к содержанию ↑
Причины окисления мельхиора
Мельхиором называют сплав таких металлов:
- медь;
- никель;
- марганец;
- железо.
Медь – это легко окисляющийся металл, почернению которого не способен противостоять даже никель.
- Соприкасаясь с влажной средой, поверхность материала покрывается коричневыми пятнами.
- Если металл вовремя не почистить, пятна приобретают сине-черный оттенок.
- Снять пленку окисла с гладкой поверхности довольно просто.
- Мельхиоровые предметы с рельефным узором очистить проблематичнее, но тоже можно.
к содержанию ↑
Чем чистить мельхиор в домашних условиях?
Доступных средств для чистки мельхиора огромное множество. Все они делятся на две группы:
- бытовая химия;
- натуральные вещества.
К бытовой химии относятся специальные средства для чистки мельхиора, которые можно приобрести в магазинах. Они могут продаваться в виде гелей, пасты, жидкости и даже салфеток.
Из категории натуральных вы можете использовать такие:
- соль;
- сода;
- тиосульфат натрия;
- газированная вода.
Еще вам понадобятся вспомогательные приспособления:
- фольга;
- таз для кипячения.

Важно! Выбирайте удобный для вас вариант и чистка изделий из мельхиора в домашних условиях< станет для вас не просто необходимым, а даже приятным занятием.
к содержанию ↑
Как чистить мельхиоровые столовые приборы?
Для чистки столовых приборов лучше использовать натуральные средства, так как они соприкасаются с нашей едой. Чтобы эффективно и быстро убрать налет с приборов из этого сплава примените любой из нижеперечисленных способов.
Способ 1
Воспользуйтесь солью или содой. Они хорошо справляются со свежим налетом и могут удалять его с рельефной поверхности. Инструкция применения такая:
- Увлажните порошок.
- С помощью тампона нанесите его на приборы.
- Потрите и промойте в проточной воде.
Важно! Старайтесь не прилагать особых усилий, чтобы не повредить поверхность, чтобы чистка мельхиора была качественной, но безопасной. Соль и сода – абразивные вещества, которые способствуют появлению царапин.

Способ 2
Примените тиосульфат натрия. Он быстро действует и продается в любой аптеке. Используйте его таким образом:
- Смочите губку веществом.
- Обработайте поверхность мельхиоровых приборов.
- Ополосните в чистой воде.
Способ 3
Почистите мельхиор с помощью газировки. Лучше всего подойдет бесцветный “Sprite” или “7UP”. Следуйте такой инструкции:
- Залейте приборы газировкой.
- Оставьте на несколько минут.
- Достаньте и прополощите в воде.
к содержанию ↑
Как почистить монеты из мельхиора?
Для чистки мельхиоровых монет подойдет любой чистящий порошок для посуды. Соблюдайте такую пошаговую инструкцию:
- Наденьте перчатки.
- Смочите монеты водой и нанесите на них порошок.
- Потрите с помощью губки.
- Через некоторое время смойте средство.
- Просушите монеты.
Как почистить мельхиоровые украшения?
Помимо приборов и монет из мельхиора изготавливают еще украшения. Этот металл выглядит привлекательно и достойно смотрится в качестве бижутерии. Со временем такие изделия тоже нуждаются в чистке. В этом случае вы можете применить любое средство бытовой химии, предназначенное специально для таких целей. Инструкция использования такая:
Этот металл выглядит привлекательно и достойно смотрится в качестве бижутерии. Со временем такие изделия тоже нуждаются в чистке. В этом случае вы можете применить любое средство бытовой химии, предназначенное специально для таких целей. Инструкция использования такая:
- Внимательно ознакомьтесь с инструкцией по применению, которая указана на упаковке.
- Наденьте перчатки и приготовьте смесь.
- Полученным веществом обработайте всю поверхность украшений.
- Смойте вещество водой и вытрите предметы насухо.
к содержанию ↑
Видеоматериал
Ухаживать за мельхиоровыми предметами довольно просто. Главное — не допускать сильного почернения, периодически очищая их доступными вам средствами. Все правила того, как выполняется чистка мельхиора, вы узнали из этой статьи, осталось только опробовать на практике и получить отличный результат!
Как почистить мельхиор в домашних условиях быстро и эффективно
Кухонные принадлежности
11.
9 тыс.
6 тыс.
5 мин.
Самыми распространенными вещами в доме, изготовленными из мельхиора, являются столовые приборы и кухонная утварь. Выпуск таких изделий производился еще в советское время, причем изготавливались они по моделям, которые использовались для формирования серебряных предметов. Поэтому, если почистить мельхиор от темного налета, очень сложно отличить такие изделия от серебряных. Чтобы поддерживать внешний вид мельхиоровых предметов на достойном уровне, их следует регулярно чистить. Провести чистку мельхиора в домашних условиях можно не только с помощью специализированных средств, но и составов, приготовленных из подручных ингредиентов.
- 1 Народные советы
- 1.1 Столовый уксус
- 1.2 Пищевая сода
- 1.3 Зубной порошок
- 1.4 Спирт
- 1.5 Молоко
- 1.6 Мел
- 1.7 Лимонная кислота
- 1.8 Отвары для удаления сильных загрязнений
- 2 Специализированные чистящие средства
Содержание
- 1 1 Народные советы
- 1.
 1 1.1 Столовый уксус
1 1.1 Столовый уксус - 1.2 1.2 Пищевая сода
- 1.3 1.3 Зубной порошок
- 1.4 1.4 Спирт
- 1.5 1.5 Молоко
- 1.6 1.6 Мел
- 1.7 1.7 Лимонная кислота
- 1.8 1.8 Отвары для удаления сильных загрязнений
- 1.
- 2 2 Специализированные чистящие средства
1
Народные советыСуществует множество способов чистки мельхиора в домашних условиях, но только некоторые из них отличаются высокой эффективностью в устранении темного налета.
Самыми эффективными из них считаются:
- сода;
- фольга;
- столовый уксус;
- зубной порошок;
- нашатырь;
- молоко;
- мел;
- чесночная шелуха;
- яйца;
- картофельный отвар.
Перед тем как приступить к очищению, предмет требуется помыть в теплой мыльной воде. Сразу после этого можно переходить к использованию любого выбранного средства.
1.1
Столовый уксусПотемнения на мельхиоре можно устранить с помощью столового уксуса. Для этого 1 чайную ложку уксуса необходимо развести в стакане воды. Полученным раствором требуется протереть все потемнения, а затем предмет ополаскивается проточной водой и насухо вытирается.
Для этого 1 чайную ложку уксуса необходимо развести в стакане воды. Полученным раствором требуется протереть все потемнения, а затем предмет ополаскивается проточной водой и насухо вытирается.
Если какие-то пятна не отмылись, допускается применение более концентрированного раствора. Но использовать его следует точечно с помощью ватной палочки.
1.2
Пищевая содаОчищать мельхиоровые изделия содой следует только при слабых загрязнениях или потемнениях металла. Для того чтобы придать посуде привлекательный блеск, каждый предмет после мытья требуется сполоснуть в содовом растворе. Для его приготовления в 1 литре воды нужно растворить 50 грамм соды. Если какие-то места отмыть не удалось, их с помощью губки следует натереть сухой содой. Затем предметы споласкиваются под холодной водой и насухо вытираются.
Использование соды может помочь хозяйке поддерживать привлекательный блеск мельхиора на протяжении длительного времени. Для этого после каждого мытья посуды ее следует ополаскивать в содовом растворе.
Существует еще один метод избавления от черноты на мельхиоре с помощью соды и фольги. Он позволяет справиться даже с сильным загрязнением, так как в его основу положено кипячение.
Очищение следует проводить по инструкции:
- 1. Для очистки потребуется взять алюминиевую кастрюлю, ее дно устелить фольгой.
- 2. Приборы погружаются в емкость и заливаются водой.
- 3. В жидкость всыпается 50 грамм соды, все слегка перемешивается и доводится до кипения.
Взаимодействие алюминия и пищевой соды с фольгой активизирует химическую реакцию, во время которой фольгированный слой начинает темнеть, а мельхиор осветляется. Если с первого раза не удалось избавиться от черноты, процедуру следует повторить. Использовать такой рецепт для очищения позолоченного или посеребренного мельхиора нельзя.
1.3
Зубной порошокЭффективно справиться с потемнениями поможет зубной порошок. Для обработки изделия средство следует нанести на ватный диск, а затем натереть им посуду. Обработку следует продолжать до появления привлекательного блеска.
Обработку следует продолжать до появления привлекательного блеска.
Во время такой полировки необходимо быть аккуратным, так как зубной порошок может оставлять царапины на изделии. Поэтому перед применением такого средства необходимо убедиться в его безопасности для мельхиора, проверив агрессивность частичек на незаметном месте.
1.4
СпиртЕсли мельхиоровые изделия потускнели, их следует протереть ватным диском, смоченным в спирте. Для этих целей может быть использована и водка. Применять ее нужно аналогичным образом.
Если мельхиор покрылся темными пятнами, предмет нужно замочить в нашатырном спирте на 10 минут. Затем изделие извлекается, ополаскивается и насухо вытирается.
1.5
МолокоИспортившееся молоко не следует сразу же утилизировать. Если в доме есть потемневшие мельхиоровые предметы, оно поможет быстро вернуть им первоначальный блеск. Чистку следует проводить по инструкции:
- 1. Свернувшееся молоко переливается в кастрюлю.

- 2. В него погружается потемневший предмет на 20 минут.
- 3. После этого времени изделие извлекается из молока, оставляется до высыхания.
- 4. Затем предмет полируется фланелевой тканью, ополаскивается и насухо вытирается.
Если загрязнения удалились только частично, процедуру нужно повторить.
1.6
МелДля того чтобы отполировать мельхиоровый столовый прибор, нужно приготовить мыльно-меловую массу. Для этого в 50 граммах мыла растворяется 50 грамм мела. В смесь добавляется 1 литр воды, все перемешивается до однородности. Полученным средством пропитывается мягкая тряпка, а затем все столовые приборы тщательно протираются ею. После полировки все предметы следует сполоснуть и насухо вытереть.
Существует еще один рецепт средства, с помощью которого можно отполировать мельхиоровые ложки и вилки в домашних условиях. Для его приготовления потребуется смешать 0,5 стакана воды, 1 десертную ложку мела и 2 десертные ложки нашатырного спирта. Полировка должна осуществляться аналогичным образом.
Полировка должна осуществляться аналогичным образом.
1.7
Лимонная кислотаЭто средство подходит для очищения больших мельхиоровых тарелок. Для приготовления раствора 1 пакет лимонной кислоты разводится в 1 литре воды. В полученную жидкость помещается кусочек медного провода, а потом в средство погружается посуда и оставляется на 2 часа.
Тарелки извлекаются, споласкиваются, обрабатываются обычным средством для мытья посуды. После окончания очистки тарелки следует насухо вытереть.
1.8
Отвары для удаления сильных загрязненийВсе описанные ранее средства позволяют удалить незначительные почернения на мельхиоре. А если хозяйка давно не использовала и не чистила мельхиоровую посуду, ей следует приготовить специальные отвары:
- 1. Средство из яичной скорлупы. Готовить отвар следует из 1 литра воды и скорлупы 2 сырых яиц. После закипания жидкости в нее помещаются все потемневшие предметы. Через 2-3 минуты они извлекаются, ополаскиваются холодной водой и насухо вытираются.

- 2. Отвар из картофеля. В кастрюлю наливается 1 литр воды, бросается 2 сырые картофелины, разрезанные на небольшие кубики. Масса доводится до кипения. Загрязненные предметы погружаются в отвар на 20 минут, а потом извлекаются из него, споласкиваются и вытираются.
- 3. Отвар из чесночной шелухи. В емкость заливается 1 литр воды, в нее добавляется сухая чесночная шелуха, снятая с 3 головок. В кипящий отвар погружаются все почерневшие предметы и держатся в нем до появления блеска.
Такие способы позволят легко очистить не только вилки, ложки, но и подстаканник, который давно не использовался и не чистился хозяйкой. В таком случае время процедуры может быть увеличено.
2
Специализированные чистящие средстваСуществует ряд специализированных чистящих средств, предназначенных для возвращения блеска серебру и мельхиору. Приобрести их можно в ювелирных магазинах. Чаще всего они производятся в форме:
- влажных салфеток;
- пасты;
- жидкости.

Любое из представленных средств поможет быстро и эффективно устранить даже сильные потемнения на мельхиоре. Использовать эти средства нужно в соответствии с инструкцией.
Мельхиоровую посуду ни в коем случае нельзя очищать бытовой химией, в состав которой входит хлор. Это обуславливается тем, что в состав мельхиора входит сплав из меди и никеля, который окисляется под воздействием хлора.
Чтобы избежать повторного потемнения очищенной мельхиоровой посуды любым из представленных способов, за ней следует правильно ухаживать. Для этого ее следует хранить в сухом месте, а после мытья сразу же вытирать. При появлении легкой черноты столовые приборы следует сразу же почистить, ополоснув их в содовом растворе.
Руководство по сварке медно-никелевых труб — Shihang
Введение
Вы ищете процедуру сварки медно-никелевых труб?
Если да, то вы читаете правильное руководство по этому поводу.
Эта книга содержит базовый обзор процесса сварки и описание операций сварки медно-никелевых сплавов.
Медно-никелевая сварка
- Глава 1: Что такое медно-никелевая сварка?
- Глава 2: Какие сплавы используются?
- Глава 3: Введение в различные типы сварки
- 3.1: сварка галочки
- 3.1.1: подготовка к сварке
- 3,2: Служба металлической (MMA или SMAW)
- 3,3: 3,2. Tung стой Дуговая сварка (TIG или GTAW)
- 3.4: Дуговая сварка в среде защитного газа (MIG или GMAW)
- 3.5: Пайка
- 3.6: TIG по сравнению с пайкой
- 3.1: сварка галочки
- Глава 4: Расходные материалы
- Глава 5 : Посмотрите на обработку после Weld
- 5.1: Процесс проверки сварки
- 5.2: Понимание испытаний на изгиб
- 5,3: Соответствующие механические свойства
- Глава 6: .
 Сварка
Сварка
Глава 1. Что такое медно-никелевая сварка?
Медь представляет собой металл; он оранжевого цвета, отличный проводник электричества и очень пластичный (мягкий) в чистом виде. Он используется во многих областях и в изобилии содержится в земной коре, что облегчает его добычу. Периодическая таблица меди – это Cu.
Никель — переходный металл; он серебристо-желтого цвета, обладает высокой устойчивостью к коррозии, крепок и слаб в чистом виде. Никель используется в качестве сплава в производстве металлов из-за его удивительных свойств, которые делают его сочетание с другими металлами основным фактором устойчивости сплава к коррозии. Идентификатор никеля в периодической таблице — Ni.
Медно-никелевые сплавы представляют собой удивительные сплавы, используемые для применения в морской воде. Это означает, что они встречаются во многих средах, где трубы и теплообменники необходимо погружать под воду.
Готовые изделия для сварки медно-никелевого сплава
Медно-никелевые сплавы существуют уже 50 лет и первоначально использовались в морских трубопроводах. Со временем их применение было расширено за счет включения деталей морских судов, в частности, в конденсаторах/теплообменниках на судах, и они используются в опреснительных установках, электростанциях и морских системах противопожарной воды, а также для защиты защитной зоны разбрызгивания опор нефтегазовых платформ.
Со временем их применение было расширено за счет включения деталей морских судов, в частности, в конденсаторах/теплообменниках на судах, и они используются в опреснительных установках, электростанциях и морских системах противопожарной воды, а также для защиты защитной зоны разбрызгивания опор нефтегазовых платформ.
Производство медно-никелевых сплавов не является сложным процессом, но требует высокой степени чистоты в процессе изготовления. Они легко поддаются механической обработке, резке и обработке, а также сварке.
После сварки с медно-никелевыми трубами, медно-никелевыми фланцами, фитингами из медно-никелевых труб и другими компонентами труб он может образовывать прочный медно-никелевый трубопровод, используемый в морской, морской и других отраслях промышленности.
В этой книге рассматривается процесс сварки и даются сведения о различных типах сварочных процессов, которые используются для сварки медно-никелевых сплавов.
Глава 2: Какие сплавы используются?
Морская служба использует две марки медно-никелевых сплавов, это 90-10, что означает, что 90% меди и 10% никеля, или 70-30, что означает только 70% меди и 30% никеля.
Основные различия между двумя сплавами:
- 70-30 более прочный сплав и имеет лучшую устойчивость к потоку морской воды
- 90-10 дешевле из-за более низкого содержания никеля и обеспечивает хорошие эксплуатационные характеристики сплава
Оба сплава будут содержать небольшие частицы железа и марганца, которые добавляются в процессе легирования для придания дополнительной прочности и устойчивости к коррозии в морской воде.
Table 1. Shows the Standards of the two alloys,
| Alloy | ASTM/UNS | ISO | CEN |
| 90-10 | C70600 | CuNi10Fe1Mn | CW352H |
| C70620* | |||
| 70-30 | C71500 | CuNi30Fe1Mn | CW354H |
| C71520* |
ASTM, ISO и CEN являются синонимами международных организаций по стандартизации, которые определяют способ идентификации сплавов.
UNS Химический состав (%) сплавов 90-10 и 70-30 для сварки
В таблице 2 мы видим, как для сварочных сплавов требуются ограничения для оптимизации прочности и характеристик сварки. Унифицированная система нумерации — это международная стандартная система нумерации, согласно которой все сплавы соответствуют одним и тем же спецификациям. Это важно для компаний при закупке изделий из никелевых сплавов и сварочного оборудования, чтобы эти изделия не имели отклонений от допустимых диапазонов.
Таблица 2
| Сплав | UNS № | Cu6 Мин. | Ni | Fe | Mn Макс. | Zn Макс. | C Макс. | Pb Макс. | S Макс. | P Макс. | Другое Макс. |
| 90-10 | C70620 | >86.5 | 9-11 | 1-1.8 | 1.0 | 0.5 | 0.05 | 0.02 | 0.02 | 0.02 | 0.5 |
| 70-30 | C71520 | >65,0 | 29-33 | 0,4-1 | 1,0 | 0,5 | 0,05 | 0,02 | 0,02 | 0,02 | 0,5 |

Типичные механические свойства отожженных медно-никелевых листов и плит
В таблице 3 показано, что медно-никелевые сплавы прочнее и устойчивее к коррозии, чем простая медь, но из-за мягкости меди их прочность ниже, чем у стали. Их пластичность (способность передавать электричество), прочность и пластичность превосходны. Медно-никелевые сплавы не становятся хрупкими при охлаждении и сохраняют свою механическую прочность даже при криогенных (экстремально морозных) температурах. В таблице 3 вы можете увидеть разницу в их механических свойствах в диапазоне комнатных температур; они немного изменятся, когда температура окружающей среды ниже точки замерзания.
Медно-никелевые сплавы не становятся хрупкими при охлаждении и сохраняют свою механическую прочность даже при криогенных (экстремально морозных) температурах. В таблице 3 вы можете увидеть разницу в их механических свойствах в диапазоне комнатных температур; они немного изменятся, когда температура окружающей среды ниже точки замерзания.
Таблица 3
| Сплав | 0,2% Прочность при испытании Мин. | Прочность на растяжение Мин. | Удлинение Мин. | Hardness |
| N/mm 2 * | N/mm 2 * | % | HV | |
| 90-10 | 100 | 300 | 30 | 90 |
| 70-30 | 120 | 350 | 35 | 100 |
| * 1N/mm 2 | is equivalent to 145 psi |
Типичные физические свойства медно-никелевых сплавов и стали
В таблице 4 вы можете увидеть сравнение свойств сплава и простой углеродистой стали. Одной из основных характеристик, которую вы заметите, является то, что медно-никелевые сплавы не обладают магнитными свойствами. Их теплопередача (то, как тепло проходит через них) ниже, поэтому в сочетании с их коэффициентом линейного расширения они менее подвержены растрескиванию из-за изменений температуры и давления.
Одной из основных характеристик, которую вы заметите, является то, что медно-никелевые сплавы не обладают магнитными свойствами. Их теплопередача (то, как тепло проходит через них) ниже, поэтому в сочетании с их коэффициентом линейного расширения они менее подвержены растрескиванию из-за изменений температуры и давления.
Table 4
| Units | 90-10 | 70-30 | Carbon Steel | |
| Density | kg/dm 3 | 8.90 | 8.95 | 7.85 |
| Melting range | °C | 1100-1145 | 1170-1240 | 1460-1490 |
| Specific heat | J/kgK | 377 | 377 | 485 |
| Thermal conductivity | W/mK | 40 | 29 | 50 |
| Coefficient of linear expansion 10-300°C | 10 -6 / K | 17 | 16 | 12 |
| Electrical resistivity at 20 o C | microhm/cm | 19 | 34 | 30 |
| Modulus of elasticity | GPa | 135 | 152 | 210 |
| Modulus of rigidity | GPa | 50 | 56 | 81 |
General Handling
As a rule, cleanliness is mandatory; Чрезвычайно важно обеспечить отсутствие загрязнений в местах производства и сварки медно-никелевых сплавов. свободны от загрязнений. Загрязнение изменит химическую структуру сплава, а это может привести к растрескиванию и пористости, а также снизить коррозионную стойкость сплава.
свободны от загрязнений. Загрязнение изменит химическую структуру сплава, а это может привести к растрескиванию и пористости, а также снизить коррозионную стойкость сплава.
Это означает, что изготовление, а также сварка должны выполняться только в медно-никелевой среде, и со всеми материалами необходимо обращаться осторожно, чтобы они не загрязнялись маслами, жидкостями и другими загрязняющими веществами, которые могут быть нанесены на поверхность через прикосновение.
При сварке необходимо удалить жир и краску со всех поверхностей, а также удалить все отметки и знаки перманентными маркерами, карандашами и мелками. Для правильной очистки поверхностей рекомендуется использовать щетку из нержавеющей стали. Шлифовальные круги должны быть предназначены для конкретного сплава и не должны быть взаимозаменяемы между различными металлами.
Все отверстия для труб должны быть защищены от попадания в них загрязняющих веществ или покрытия поверхности перед сваркой.
Компания ShiHang обеспечивает самую чистую и стерильную среду для всех ваших продуктов.
Чтобы сформировать простой медно-никелевый трубопровод, необходимы некоторые компоненты, указанные ниже:
- медно-никелевая труба
- медно-никелевые фланцы (семь основных типов медно-никелевых фланцев — композитные фланцы с приварной шейкой, композитные накладки на фланцы, приварная шейка фланцы , фланцы с накладкой на шею , фланцы под приварку враструб , фланцы с резьбой и глухие фланцы )
- Медно-никелевые фитинги для сварки встык (колено, тройник, переходник, седла, торцевая заглушка)
После сварки они образуют простую систему медно-никелевых труб.
Глава 3: Знакомство с различными видами сварки
Медно-никелевые сплавы легко свариваются. Благодаря сплавам сварщикам простых металлических конструкций не требуется предварительный нагрев поверхностей или проведение какой-либо обработки после сварки. Единственным основным требованием является обеспечение чистоты всех свариваемых поверхностей от загрязнений.
Сварщики должны владеть применяемым процессом. Это означает, что ваши сварщики должны быть сертифицированы, иметь опыт и выполнять все необходимые требования к предварительной сварке. Во всех случаях для всех процедур должна быть подготовлена спецификация процедуры сварки (WPS). Это гарантирует вам, что вы соответствуете требованиям страховых и инспекционных органов, которые регулируют и сертифицируют сварщиков.
Это означает, что ваши сварщики должны быть сертифицированы, иметь опыт и выполнять все необходимые требования к предварительной сварке. Во всех случаях для всех процедур должна быть подготовлена спецификация процедуры сварки (WPS). Это гарантирует вам, что вы соответствуете требованиям страховых и инспекционных органов, которые регулируют и сертифицируют сварщиков.
Наиболее популярной формой сварки медно-никелевого сплава является сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как вольфрамово-дуговая сварка в среде защитного газа (GTAW). Давайте рассмотрим четыре типа сварки и процесс пайки.
- Сварка прихватками
Независимо от того, какой метод сварки вы выберете, вам необходимо прихватить поверхности, поскольку медно-никелевые сплавы склонны к деформации. Это означает, что вам необходимо приспособление для ограничения движения свариваемых поверхностей. Эти приспособления называются прихваточными швами, они похожи на точечные сварные швы материала, и их необходимо располагать так, чтобы между свариваемыми поверхностями был равномерный зазор.
Положение прихватки составляет примерно половину расстояния, используемого при обычной сварке. После того, как гвозди будут на месте, поверхности необходимо очистить стальной проволочной щеткой и стереть все загрязнения.
- Подготовка к сварке
Проволока, используемая для сварки медно-никелевых сплавов, имеет толщину около 3 мм для оптимальной работы и имеет квадратную подготовку встык. Не выполняйте автогенную сварку, это приведет к пористым сварным швам из-за структуры сплава, не содержащей раскислителей.
Если вы решите сваривать более толстым стержнем, вам нужно будет сделать V-образный скос на поверхности, этот скос будет около 70°. Медно-никелевые сплавы не такие текучие, как углеродистая сталь, поэтому вам нужен более широкий угол для движения, добавьте к этому необходимость манипулировать расплавленным материалом медно-никелевыми сварочными электродами, чтобы обеспечить достаточное сплавление с боковыми стенками.
Сварку медно-никелевых сплавов лучше всего выполнять вертикально вниз, это упрощает процесс и позволяет увеличить наплавку материала вдоль шва. В то время как большие или сложные работы могут потребовать различных положений, сборочные узлы должны отдавать предпочтение положению сварки вниз.
В то время как большие или сложные работы могут потребовать различных положений, сборочные узлы должны отдавать предпочтение положению сварки вниз.
Благодаря природе сплава нет необходимости предварительно нагревать поверхности. Единственный раз, когда вы будете нагревать поверхность, это убедиться, что она полностью сухая. Вам необходимо поддерживать межпроходную температуру ниже 150°C, чтобы гарантировать отсутствие микротрещин.
Всегда храните материалы и работы в чистом месте. Убедитесь, что все сухо, при необходимости нагрейте все поверхности и расходные материалы, чтобы высушить их перед использованием. Не позволяйте никому прикасаться к поверхностям голыми руками, так как масла на коже могут реагировать с поверхностью. Прежде чем приступить к сварке, убедитесь, что вы тщательно проверили зону сварного шва. Оптимальная площадь, которая должна быть чистой, составляет 10 мм в ширину по обе стороны от области сварного шва.
- Ручная металлическая дуга (MMA или SMAW)
Сварка SMAW
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) также известна как ручная дуговая сварка металлическим электродом (MMA) при ручной дуговой сварке, в которой используется плавящийся электрод с флюсом. Это может быть электрод положительный, отрицательный и использовать переменный ток.
Это может быть электрод положительный, отрицательный и использовать переменный ток.
Большинство стержней, подвергшихся воздействию влаги, восстановлению не подлежат.
Электроды обычно меньше, чем их аналоги из углеродистой стали, и сварщики должны учитывать это при рассмотрении возможности плетения. Манипуляции электродом для плетения не должны превышать ширину электрода более чем в три раза.
Не используйте длинную дугу; это снизит качество сварного шва, что приведет к пористости в результате реакции сварного шва с атмосферой.
- Вольфрамовая дуга в среде защитного газа (TIG или GTAW)
Вольфрамовая дуга в среде защитного газа (TIG) неплавящийся вольфрамовый электрод для сварки.
Основное различие между сваркой TIG и MMA заключается в универсальности отделения дуги от присадочного металла. Это обеспечивает лучшую гибкость и является преимуществом при сварке сложной формы. Это включает в себя стыки и/или когда требуется вставка корневых ветвей в более толстые стыки. TIG является предпочтительным процессом сварки тонкостенных труб.
TIG является предпочтительным процессом сварки тонкостенных труб.
При использовании сварки TIG необходимо учитывать некоторые важные моменты:
- Используйте защитный газ, например аргон, при выполнении корневого прохода сварного шва трубы
- Аргон является предпочтительным защитным газом
- Используйте короткую дугу, которая позволит использовать защитный газ для защиты сварочной ванны.
Сварка TIG (GTAW) 90-10 Медно-никелевая сборка. Обратите внимание на перегородку для подачи форвакуумного газа на этапе корневого спуска
- Металлическая дуга в среде защитного газа (MIG или GMAW)
Мы не будем вдаваться в подробности, так как этот процесс требует больших капиталовложений и практически не используется при переработке медно-никелевого сплава. В общем, разница между MIG и TIG заключается в оборудовании, используемом для выполнения действия, и в процессе распыления электрода из сплошной проволоки.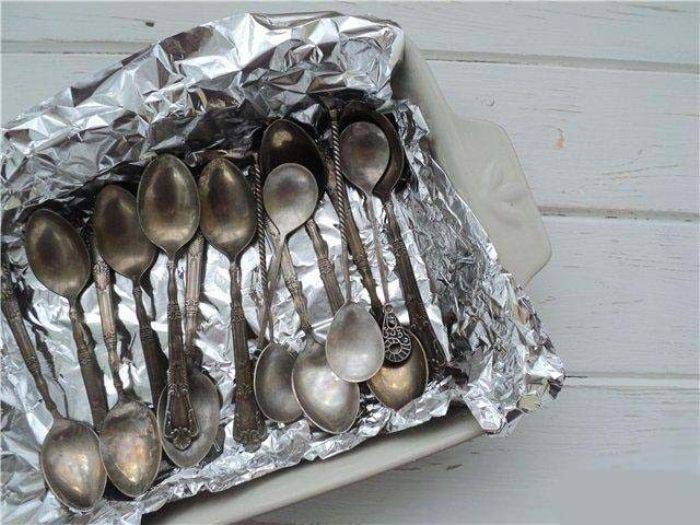 Опять же, поскольку эта система не используется широко, мы не будем ее здесь обсуждать.
Опять же, поскольку эта система не используется широко, мы не будем ее здесь обсуждать.
- Пайка
Пайка не является сваркой; это нанесение присадочного металла путем прямого расплавления на поверхность. По сути, вы держите горелку для пайки в одной руке, медно-никелевые прутки для пайки металла в другой, и тепло от горелки расплавляет проволоку на поверхности, которую вы хотите соединить. Поскольку присадочные металлы представляют собой материал с более низкой температурой, чем две поверхности, которые он соединяет, поверхности не затрагиваются процессом, и металл действует как клей, а не становится частью самой поверхности. Пайка требует предельной чистоты. Типы присадочного металла, используемые при пайке, включают:
- Медная
- Медная сережка
- Латунь
- Золотая сережка
- Silver
- Никель-аллои
Brazing также имеет количество различных подходов. Пайка в печи
Однако в нашей статье мы имеем в виду только стандартную пайку горелкой.
- Сварка ВИГ по сравнению с пайкой
Вы можете спросить, почему пайка предпочтительнее сварки или наоборот, вот причины для выбора одного из процессов.
- Размер сборки
- При большой сборке предпочтительнее сварка TIG. Это связано с тем, что для пайки требуется передача тепла по более широкой площади, что может повлиять на производительность пайки больших сборок.
- Толщина металла
- Пайка является предпочтительным выбором для более тонких металлов. TIG применяется, когда толщина металла составляет полдюйма или больше.
- Форма соединения
- Линейные соединения лучше подходят для пайки, в то время как точечные соединения плавлением больше подходят для TIG.
- Типы материалов
- При соединении двух разных материалов всегда предпочтительнее использовать пайку. Сварка может быть дороже и сложнее.
- Внешний вид
- Сварка часто может дать неравномерные валики, поэтому пайка используется, если вы хотите получить лучший и более гладкий результат.

Глава 4. Что такое расходные материалы для сварки
Существует ряд расходных материалов, используемых при сварке медно-никелевых сплавов, включая покрытые флюсом электроды и неизолированные проволоки. Эти изделия изготавливаются в соответствии со спецификациями, соответствующими международным стандартам. Эти спецификации включают ряд различных составов, которые показаны в таблице 5.
Table 5 – Welding Consumables Specifications
| Welding Process | Form | Typ e | AWS Spec | BS Spec | ||||
| MMA | С флюсовым покрытием | Cu-30% Ni | A5.6 ECuNi | На чертеже | 10121843 (SMAW)electrode | |||
| 65% Ni-Cu | A5. 11 ENiCu-7 11 ENiCu-7 | BS EN ISO 14172 | ||||||
| E Ni4060 | ||||||||
| TIG (GTAW) | Wire in | Cu-30% Ni | A5.7 ERCuNi | BS EN ISO 24373 | ||||
| MIG (GMAW) | straight | S Cu 7158 | ||||||
| lengths or spools | 65% Ni-Cu | A5.14 ERNICU-7 | BS EN ISO 18274 S NI 4060 |
4
4
4
. В большинстве случаев расходные детали изготавливаются по тем же характеристикам, что и целевые сплавы. Однако существуют различия в уровне коррозионной стойкости сплавов в диапазоне 90-10. Из-за худшего качества сопротивления в 90-10, лучше всего использовать 70-30 расходных материалов для медно-никелевой сварки. Как видно из таблицы 5, к расходным материалам добавляются дополнительные элементы, чтобы сделать их лучшими проводниками для сварки, пайки и обеспечить лучшую стойкость после нанесения.
Однако существуют различия в уровне коррозионной стойкости сплавов в диапазоне 90-10. Из-за худшего качества сопротивления в 90-10, лучше всего использовать 70-30 расходных материалов для медно-никелевой сварки. Как видно из таблицы 5, к расходным материалам добавляются дополнительные элементы, чтобы сделать их лучшими проводниками для сварки, пайки и обеспечить лучшую стойкость после нанесения.Обычно размеры медно-никелевых сварочных стержней соответствуют спецификациям медно-никелевых труб. Обычный размер стержней для сварки медно-никелевых сплавов TIG составляет 2,0 мм, 2,4 мм, 2,5 мм и 3,2 мм.
При сварке различных металлов, например, стали с медно-никелевым сплавом, расходуемый материал будет содержать 65% никеля. Это используется для обеспечения более высокого растворения железа из стали во время сварки и предотвращения растрескивания.
Большинство расходных материалов содержат небольшие частицы титана, которые добавляются для обеспечения реакции с атмосферой, богатой азотом и кислородом. Пористость после сварки обычно возникает из-за чрезмерно длинной дуги при сварке, плохой очистки поверхности, попадания влаги на сварной шов во время подготовки или при использовании грязных или влажных электродов.
Пористость после сварки обычно возникает из-за чрезмерно длинной дуги при сварке, плохой очистки поверхности, попадания влаги на сварной шов во время подготовки или при использовании грязных или влажных электродов.
Глава 5: Обзор послесварочной обработки
Одним из основных преимуществ сварки медно-никелевых сплавов является отсутствие необходимости послесварочной термообработки поверхностей. Сварщику или отделочнику необходимо счистить брызги с поверхностей, а также удалить весь шлак из соединений. Шлак накапливается во время ручных дуговых процессов. Лучший способ очистки от шлака – щетка из нержавеющей стали или вращающееся лепестковое колесо.
При чистовой обработке сварного шва лучше всего изменить направление электрода на противоположное, чтобы переплавить начальные точки или кратер, который находится в конце прохода. Между проходами сварщик должен удалять весь шлак и другие загрязнения, очищая поверхность щеткой из нержавеющей стали.
- 5.
 1. Процесс контроля сварки
1. Процесс контроля сварки
Все сварные соединения должны быть проверены на наличие дефектов; к ним относятся несоответствующие контуры сварного шва, трещины, подрезы, несплавления и провары.
Следующая проверка должна быть проведена с помощью проникающей жидкости с красителем, которая может помочь обнаружить любые поверхностные дефекты и пористость.
Третья и более важная инспекция будет использовать рентгенографию для деталей, которые будут отправлены в глубокие воды и считаются чрезвычайно уязвимыми и/или критическими.
- 5.2. Что такое испытания на изгиб
Испытание на изгиб — это процесс, при котором сварной шов подвергается нагрузке для подтверждения его качества. Сварной шов представляет собой либо полосу металла, «приклеенную» к другой полосе металла с использованием аналогичного или идентичного материала; это пайка. Или сварной шов, когда две поверхности сплавляются вместе с помощью тепла и идентичного материала, это дуговая сварка. Испытание на изгиб — это когда две полосы металла сплавляются или склеиваются вместе, а затем сгибаются вдоль сварного шва, чтобы проверить, остается ли сварной шов неповрежденным. Испытание также показывает, сохраняет ли зона термического влияния (ЗТВ) основные механические свойства металла.
Испытание на изгиб — это когда две полосы металла сплавляются или склеиваются вместе, а затем сгибаются вдоль сварного шва, чтобы проверить, остается ли сварной шов неповрежденным. Испытание также показывает, сохраняет ли зона термического влияния (ЗТВ) основные механические свойства металла.
Предусмотрено два испытания на изгиб, которые проводит инспектор по качеству.
Испытуемый образец подвергается испытанию на продольный изгиб. Этот тест извлекают в продольном направлении образца. Испытание на продольное растяжение является предпочтительным испытанием на растяжение, проводимым для сварных швов из медно-никелевого сплава
. Менее популярное испытание на поперечное растяжение выполняется для измерения прочности на растяжение в поперечном направлении, предела текучести, условного напряжения, относительного удлинения и уменьшения площади. Прочность на растяжение в поперечном направлении является очень важным механическим свойством труб и расчетом кольцевого напряжения.
- 5.3. Согласованные механические свойства
Испытания на изгиб используются для проверки механических свойств двух деталей, сваренных вместе. В некоторых случаях прочность сварного шва может превосходить прочность свариваемых вместе объектов. Эта проблема возникает, когда сварочный материал не меньше или идентичен характеристикам основного материала.
В большинстве испытаний требуется, чтобы основной металл был прочнее сварного шва, но не слишком сильно. Сварной шов должен очень точно соответствовать механическим свойствам основного металла. Во многих случаях это не проблема, но при глубоководных сварных швах и объектах, которые подвергаются экстремальным нагрузкам из-за давления, тепла или холода, сварной шов не должен существенно отличаться. В противном случае они треснут.
Поскольку при сварке медно-никелевого сплава обычно используется металл шва, отличный от основного металла, например, 70-30 с 90-10, продольные испытания обязательны.
Глава 6: Контрольный список для сварки медно-никелевого сплава
Сварка медно-никелевого сплава требует соблюдения стандартов и высокой чистоты; важно убедиться в этом во все времена. Вот основной контрольный список, выполняемый для всех процессов сварки.
- Приобретайте базовые материалы (медно-никелевые сплавы) только у надежного поставщика, соответствующего международным стандартам.
- Убедитесь, что ваша координация и производственная площадка поддерживают высочайший уровень чистоты, чтобы обеспечить чистоту всей цепочки поставок и производственного процесса.
- Рекомендуется использовать медно-никелевые присадки 70-30 для всех сварных швов, в том числе медно-никелевых 90-10 и 70-30
- При сварке стали с медно-никелевым сплавом использовать 65% никель-медные присадки.
- Убедитесь, что вы не превышаете максимальные пределы напряжения для сплавов.
- Старайтесь избегать концентраторов напряжения, таких как изгибы с острыми углами в трубопроводных системах
- Не используйте загрязненную воду или другие загрязненные источники воды во время сварочного процесса.

- Если требуется дополнительная защита, добавьте сульфат железа.
- Там, где требуется высокая устойчивость к биологическому обрастанию, электрически изолируйте медно-никелевые сплавы от менее благородных сплавов.
Выводы
Медно-никелевые сплавы или мельхиор известны человеку более тысячи лет. Первоначально он был известен китайцам как белая медь еще в третьем веке до нашей эры. Сплав белого цвета, несмотря на высокое содержание меди. Сплав 70-30 широко применялся до 19 века.50-х годов, однако с учетом накопленных лет его использования и научного метода, используемого в современном ухе, было обнаружено, что сплав 90-10 лучше подходит для морской воды.
Медно-никелевые сплавы сегодня сваривают почти так же, как и 50 лет назад. Флюсы и машины продвинулись вперед в технологическом разнообразии, но сплав и его применение остались прежними.
Как и с любым другим сплавом и металлом, сварщики должны пройти обучение, чтобы эффективно работать с этим сплавом. Из-за обилия облицовки платформ нефтяных вышек, а также подводных трубопроводов гипербарическая сварка обычно используется как форма сварки глубоко под водой. Понимание природы металла в любой среде является важным фактором успешной сварки, а великие сварщики могут работать в самых необычных местах.
Из-за обилия облицовки платформ нефтяных вышек, а также подводных трубопроводов гипербарическая сварка обычно используется как форма сварки глубоко под водой. Понимание природы металла в любой среде является важным фактором успешной сварки, а великие сварщики могут работать в самых необычных местах.
Источники
- Медно-никелевые сплавы: свойства и применение. Публикация NiDI/CDA TN 30. 1982
- 90-10 Медь-никель. Публикация CDA № 118. 1997
- Технические характеристики сплавов 90/10 и 70/30. Публикация CDA TN 31. 1982
- Руководство по использованию медных сплавов в морской воде. Тутхилл. Публикация Института никеля 12003
- Применение медно-никелевых сплавов в морских системах. Технический отчет (сборник), доступный в CDA Inc.
- Коррозия меди и ее сплавов: Практическое руководство для инженеров. Роджер Фрэнсис. НАСЕ Интернэшнл. 2010
- Медные сплавы для морской среды. Публикация CDA № 206. 2012
- Соединение медно-никелевых сплавов.
 Технический отчет семинара R E CDA Inc 7044-1919. Применение медно-никелевых сплавов в морских системах. 1992
Технический отчет семинара R E CDA Inc 7044-1919. Применение медно-никелевых сплавов в морских системах. 1992 - Трубопроводные системы медно-никелевые паяные. CDA Inc Application Data Sheet 701/5
- Сварка стали, плакированной медью и никелем. Лист данных по применению CDA Inc
- Преимущество меди: Руководство по работе с медью и медными сплавами.
- Публикация Copper Development Association Inc. 2010.
- Технические аспекты сварки медно-никелевых сплавов, Г. Ван Дайк, Дж. К. Торнби и Х. де Врис, Rev. Soudure Lastijdschrift, 1976, № 3, стр. 133 – 140 и стр. 157 168
- Руководство INCO по сварке медно-никелевых сплавов, INCO Pub. № 4441/178, 1979
- Welding Solid & Clad пластины из медно-никелевого сплава, M. Prager, LK Keay & EW Thiele, 60th Annual Meeting, Детройт, 19 апреля79, Welding Journal, May 77, Sep. 78 & July 79 (Технический отчет CDA Inc. USA)
- Welding Products for Copper-Nickel Alloys, Henry Wiggin & Co Ltd., 1979.

Что вы, ребята, думаете об извести? В гостях как очиститель меди/никеля?
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
- Автор темы охота на триллеров
- Дата начала
охота на триллеров
Серебряный член
- #1
Я использовал его на некоторых из моих самых жестких никелевых и медных центов. Кажется, он работает нормально до момента отрыва поверхностной грязи. Проблема в том, что он продолжает «работать» даже после того, как его тщательно смыли, усиливая питтинг. Комментарии?
Кажется, он работает нормально до момента отрыва поверхностной грязи. Проблема в том, что он продолжает «работать» даже после того, как его тщательно смыли, усиливая питтинг. Комментарии?
ПКхаммер
Старший член
- #2
tripathahunt сказал:
Я использовал его на некоторых из моих самых жестких пятицентовых и медных центов. Кажется, он работает нормально до момента отрыва поверхностной грязи. Проблема в том, что он продолжает «работать» даже после того, как его тщательно смыли, усиливая питтинг. Комментарии?
Нажмите, чтобы развернуть.
..
Все, что продолжает разъедать, бесполезно, и я пробовал Lime Away в прошлом и больше не буду этого делать, большинство вещей, содержащих агрессивные химические вещества, бесполезны, пенни в конце концов изменил цвет и стал очень без косточек. Я только что ответил выше об использовании дешевого острого соуса в долларовом магазине, отлично работает. Моя самая большая проблема — это удаление остатков после чистки, я использую ластик, который великолепен, но если вы цените монеты, то, конечно, вы не должны их чистить ВООБЩЕ. Даже попробуйте уксус и соль, это работает довольно хорошо. Я также использовал пластиковую картинку, чтобы очистить грязь между буквами и тому подобное. Просто мои 2 цента
Пол
Вы должны войти или зарегистрироваться, чтобы ответить здесь.
Чудовищный электролизный бак!!!
⬅️ Предыдущая тема
Быстрый вопрос — Кто-нибудь недавно купил работающее зарядное устройство для аккумуляторов.
